1 Self-healing of electrolytic capacitors – Repair of alumina film of liquid aluminum electrolytic capacitors
1.1 Self-healing of electrolytic capacitors-Reasons for repairing aluminum oxide film
During the manufacturing process of electrolytic capacitors, damage to the aluminum oxide film cannot be avoided. Due to the existence of this damage, the liquid aluminum electrolytic capacitor that has just been impregnated with electrolyte and assembled or sealed has a voltage-resistant, aluminum oxide film positive electrode foil and electrolytic The liquid is in a conductive state, so the damaged aluminum oxide film must be repaired. The following is an explanation of the self-healing of electrolytic capacitors – repairing the aluminum oxide film.
How to repair damaged aluminum oxide film? For liquid aluminum electrolytic capacitors, repair the damage to the aluminum oxide film of the positive electrode foil to restore the repaired aluminum oxide film to the required voltage resistance.
The aluminum oxide film repair process requires “material”, which is aluminum, and the positive electrode foil itself is aluminum. In addition to aluminum, an “oxidant”, water or hydroxide, is also required to oxidize the positive electrode foil. The positive electrode foil repair process is to use boric acid aqueous solution to obtain an aluminum oxide film with a thickness that meets the requirements through electrolysis, that is, to repair the oxide film damaged during the nailing, impregnation, and assembly processes. In addition to applying voltage, this repair process also requires the electrolytic capacitor core to be impregnated with electrolyte.
Due to the special chemical properties of water, water is not allowed to exist in the electrolyte of electrolytic capacitors. Even water in the “aqueous” electrolyte can only exist in the form of hydrates, and only in low-voltage electrolytic capacitors. For high-voltage electrolytic capacitors, the electrolyte is required to be “anhydrous”. Therefore, assembled or sealed electrolytic capacitors cannot use water to repair the aluminum oxide film.
At this time, it is necessary to use the oxygen in the hydroxide radicals to oxidize the aluminum and reconstruct the oxide film where the oxide film is damaged. A branch of ethylene glycol, the solvent of the electrolyte, has two hydroxyl groups, which can be used to oxidize aluminum and reconstruct the aluminum oxide film.
The above is an analysis of the reasons for the self-healing of electrolytic capacitors to repair the aluminum oxide film.
1.2 Self-healing of electrolytic capacitors – aging at room temperature
Room temperature aging is to gradually apply DC aging voltage to the assembled or sealed electrolytic capacitors under normal temperature conditions, and finally reach the set aging voltage value.
The normal temperature aging voltage is generally 1.15 times the rated voltage. For example, the normal temperature aging voltage of an electrolytic capacitor with a rated voltage of 400V is 1.15 times that of 400V, that is, 460V.
The main processes that cause damage to the aluminum oxide film include cutting of the positive electrode foil, riveting and flattening during the core nailing and rolling process, and from slitting to nailing and rolling. Part of the alumina film may be damaged due to mechanical force. The dielectric properties of the positive electrode guide pin or guide bar without an aluminum oxide film are basically the same as those of the aluminum oxide film. Therefore, the positive electrode guide pin or guide bar must also obtain an aluminum oxide film with sufficient voltage resistance during the aging process. This is The area of the aluminum oxide film that needs to be repaired during the aging process and the gas production and heat generation during the aging process are increased. In electrolytic capacitors of certain specifications, the heat or gas produced by the aluminum oxide film produced on the guide pins or guide strips during the aging process will exceed the amount of heat or gas produced by the damaged oxide film during the repair and manufacturing process. , causing the electrolytic capacitor to dry out during the aging process or the internal pressure is too high to produce a convex bottom, resulting in defective products.
The normal temperature aging process is to obtain the required oxide film through anode oxidation on the surface of the above-mentioned damaged aluminum oxide film or the positive electrode guide pin or guide bar without aluminum oxide film.
It should be noted that the aging process is an exothermic reaction process and will release a large amount of heat. If this heat cannot be dissipated, it will cause the electrolytic capacitor to overheat, resulting in convex bottoms or dry packs. In order to prevent the electrolytic capacitor from overheating or drying out during the aging process at room temperature, the aging current needs to be limited to ensure that the aging heat and the heat dissipation of the electrolytic capacitor are balanced at a suitable temperature.
In addition to generating heat, the aging process is also an oxidation-reduction reaction that takes away oxygen from the water in the electrolyte, causing the aluminum on the surface of the aluminum foil to be oxidized. The remaining hydrogen will form hydrogen gas, so the aging process will produce gas. Since liquid aluminum electrolytic capacitors are relatively sealed components, excessive gas production in the electrolytic capacitor shell will cause the internal pressure of the electrolytic capacitor to be too high, eventually causing a convex bottom phenomenon and resulting in scrap.
Aging current that is too small will increase the aging time and also produce undesirable aluminum hydroxide or hydrated aluminum oxide. Water and aluminum oxide will increase leakage current, which is undesirable. It can be seen from this why the “cracking” process is needed in the process of making high-pressure foil, which is to let the formed aluminum foil pass through an area of about 400°C to crack the hydrated alumina into gamma alumina. The aging process of electrolytic capacitors cannot reach a high temperature of 400°C, so the leakage current characteristics of the repaired oxide film are not as good as the leakage current characteristics of the oxide film of the chemical foil.
After room temperature aging, high temperature aging is also required.
The above is an analysis of the self-healing of electrolytic capacitors – aging at room temperature.
1.3 Self-healing of electrolytic capacitors-High temperature aging
Although room temperature aging can solve the leakage current problem at room temperature, as the operating temperature increases, the withstand voltage of the alumina film repaired by room temperature aging decreases, and the leakage current also increases, making it unable to adapt to the requirements of high operating temperatures. It must undergo high-temperature aging so that the aluminum oxide film at the aging repair site can meet the pressure requirements at high temperature and the leakage current drops to the desired value.
High-temperature aging temperature: The maximum ambient temperature is 85°C. The high-temperature aging temperature of electrolytic capacitors is 85°C. The maximum ambient temperature is 105°C. The high-temperature aging temperature of electrolytic capacitors is 105°C. The maximum ambient temperature is 125°C. The high-temperature aging temperature of electrolytic capacitors is 105°C. 125℃, the maximum ambient temperature is 140℃. The high-temperature aging temperature of electrolytic capacitors is 140℃, and the maximum ambient temperature is 150℃. The high-temperature aging temperature of electrolytic capacitors is 150℃. The higher the temperature, the more difficult high-temperature aging is.
If an electrolytic capacitor with a maximum ambient temperature of 105°C is aged at an ambient temperature of 85°C, the actual withstand voltage at an operating temperature of 105°C will not reach the aging voltage value, or even the rated voltage value. If it is 125℃, 145℃ or even 150℃, the high temperature withstand voltage loss will be more.
Since heat and gas will also be generated during high-temperature aging, a suitable aging current is required to avoid waste products such as convex bottoms and dry bags caused by overheating during high-temperature aging.
High-temperature aging requires relatively sufficient time to reduce the leakage current to a leakage current value that meets quality requirements. Generally speaking, the longer the aging time, the smaller the leakage current value. However, long aging time will reduce productivity and increase energy consumption, mainly because the power consumption of high-temperature aging heating cannot be ignored.
High temperature aging voltage: Taking 400V/105℃ electrolytic capacitors as an example, the high temperature aging voltage is 410~430V. The higher the high temperature aging voltage, the better the quality of the electrolytic capacitor.
The above is the self-healing of electrolytic capacitors – high temperature aging analysis
1.4 Serious consequences of leakage current
Because the higher the quality of the aluminum oxide film of the positive electrode foil, the leakage current is lower, even almost zero! However, although the positive electrode foil is made of high-purity aluminum, there are also some impurities that will affect the formation and performance of the aluminum oxide film. As long as the aluminum oxide film is defective, leakage current will occur.
In addition to the purity of the positive electrode foil affecting the quality of the aluminum oxide film, the aging process also affects the quality of the aluminum oxide film. The better the aluminum oxide film is repaired during the aging process, the lower the leakage current will be.
In fact, the aging process of electrolytic capacitors is a compromise between performance and cost.
In terms of materials, the quality of the formation foil affects the final leakage current of the electrolytic capacitor. Under the same formation voltage conditions, the better the quality of the formation foil, the better the quality of the electrolytic capacitor made under the same manufacturing process conditions, the leakage current will be relatively higher. Small.
In terms of manufacturing process, the smaller the damage and burrs caused by cutting the positive electrode foil, under the same manufacturing process conditions, the better the quality of the final electrolytic capacitor, which means the smaller the leakage current. Therefore, cutting is a very important process in the manufacturing process of electrolytic capacitors.
The nailing and rolling process will also cause damage to the formed foil. The smaller the damage caused by this process, the smaller the final leakage current of the electrolytic capacitor.
What will happen if the leakage current exceeds the standard?
First of all, excessive leakage current of electrolytic capacitors (especially high-voltage electrolytic capacitors) may cause serious heating of the electrolytic capacitors. In most cases, the leakage current of electrolytic capacitors can be considered to be repairing the aluminum oxide film. Therefore, the greater the leakage current, the more gas will be produced. Coupled with excessive heat, the electrolytic capacitor may suffer early failure with a convex bottom.
Due to excessive leakage current, electrolytic capacitors generate more heat than normal electrolytic capacitors, which will cause the electrolyte in the electrolytic capacitor to lose too quickly, leading to dry packaging during the life cycle, loss of capacitance and early failure.
The above is the self-healing of electrolytic capacitors – analysis of the consequences of serious leakage current
1.5 Reasons for the increase in leakage current caused by storage
The storage process of electrolytic capacitors will increase the leakage current. In the early days after electrolytic capacitors are made, the leakage current increases rapidly. After some high-voltage electrolytic capacitors are stored at room temperature for half a year, the leakage current will increase to 3 times the initial value. The longer the storage time, the leakage current will tend to increase steadily.
The main reasons for the increase in leakage current of electrolytic capacitors during storage are:
The storage process of electrolytic capacitors will increase the leakage current. In the early days after electrolytic capacitors are made, the leakage current increases rapidly. After some high-voltage electrolytic capacitors are stored at room temperature for half a year, the leakage current will increase to 3 times the initial value. The longer the storage time, the leakage current will tend to increase steadily. .
The main reasons for the increase in leakage current of electrolytic capacitors during storage are:
1. The microbattery effect caused by impurities in the positive electrode foil (especially copper) destroys the aluminum oxide film.
2. Chloride ions in electrolytic capacitors have the strongest ability to destroy the aluminum oxide film. Therefore, the requirements for chloride ions in the aluminum foil, shell, electrolyte, and rubber plugs of electrolytic capacitors are extremely strict. Once chloride ions are present, the leakage current of the electrolytic capacitor will will increase and life span will be shortened. Therefore, electrolytic capacitors are extremely sensitive to the presence of chloride ions.
3. In order to enhance the aluminum oxide film repair ability of aluminum electrolytic capacitors, phosphoric acid and other substances need to be added to the electrolyte. Phosphoric acid is a medium-strength acid that corrodes the aluminum oxide film under certain conditions, and this corrosion will increase leakage current. Some people believe that under long-term high temperature, the corrosive effect of phosphoric acid on the aluminum oxide film will cause the aluminum oxide film to become thinner and reduce the pressure resistance. Therefore, the formation voltage of the positive electrode foil of a high-voltage long-life electrolytic capacitor is higher than the formation voltage of the formation foil of a 2000-hour life electrolytic capacitor.
High temperature storage without DC bias will cause electrolytic capacitor leakage current to increase. In the electrolytic capacitor data sheet, the storage time at high temperature without DC bias is only 1000h, while at high temperature with rated DC bias voltage, the electrolytic capacitor can be stored at least 3000h, or even more than 20000h. It can be seen that high-temperature storage without DC bias causes great damage to electrolytic capacitors. In the actual storage process of electrolytic capacitors, the storage temperature is generally required to be no higher than 35°C.
The above is an analysis of the reasons for the increase in leakage current caused by the self-healing of electrolytic capacitors due to storage.
1.6 Problems with electrolytic capacitors placed beyond their expiry date
Qualified electrolytic capacitors produced will have the problem of increased leakage current after being left for a long time, so there are requirements for the storage time of electrolytic capacitors. The life of electrolytic capacitors that have exceeded the storage time cannot be guaranteed, and even if they are aged and repaired again, they will not be able to obtain the expected life at the factory.
Electrolytic capacitors placed directly beyond the expiry date can only be used in experimental circuits and cannot be sold because the lifespan cannot be guaranteed. After aging repair, it can be used in applications that are not sensitive to longevity. Electrolytic capacitors that have been stored for an extended period may have a short life in high temperature environments, so they must not be used in high temperature environments!
Is it true that after normal temperature aging and high temperature aging, the service life of electrolytic capacitors can be guaranteed by placing them for an extended period? The conclusion is that it cannot be determined, strictly speaking it cannot! The reason is that the oxide film medium is corroded by the electrolyte in an environment without repair function (without power), or other metal impurities in the electrolytic capacitor and the electrolyte form a primary battery and corrode the aluminum oxide film. This is the difference between aluminum oxide film in dry sealing environment.
In short, electrolytic capacitors placed overdue cannot be sold as qualified products, and electrolytic capacitors placed overdue by customers cannot be assembled into products, otherwise they may cause early failure. Even if the products made by customers are stored beyond the expiration date, the life of the electrolytic capacitors will be reduced.
Repair of overdue electrolytic capacitors: Different from the aging process in the production process of electrolytic capacitors, repair of overdue electrolytic capacitors is often a time-consuming process that requires the slow application of DC voltage. For example, apply to 1/3 of the rated voltage, remove the DC power supply after 3 to 4 hours, and then test the remaining voltage of the electrolytic capacitor after leaving it for half a day or one day.
If the remaining voltage is more than 90% of the initial voltage, when applying DC voltage for repair again, you can continue to slowly increase the voltage within the leakage current range given in the data sheet, maintain it for half a day or even a day, and then continue to increase the repair voltage until it gradually rises to the rated voltage. The voltage value is maintained for 24h or even 72h. After repair, remove the DC power supply and leave it for 24 hours. If the remaining voltage is not less than 90% of the initial voltage, the repair can be considered complete. If the residual voltage is relatively low, less than 2/3 of the initial voltage, the electrolytic capacitor has no repair value, or is used in a state where it can explode to 90% of the initial voltage value.
Why do overdue electrolytic capacitors require such a complex and lengthy repair? The fundamental reason is that the oxide film of an electrolytic capacitor that has been stored for an extended period of time, especially the part of the oxide film that has been repaired due to aging, is seriously damaged during the extended storage period. Rapid repair may cause the electrolytic capacitor to have a convex bottom or close to a convex bottom.
The above is the self-healing of electrolytic capacitors – analysis of the problems of electrolytic capacitors that have been placed for an extended period of time.
1.7 Application process of aluminum oxide film repair
The self-healing properties of electrolytic capacitors are only reflected in the ability of electrolytic capacitors to “repair” defects in electrolytic capacitors. This repair is at the expense of certain substances and the performance of electrolytic capacitors. Usually, the self-healing properties of electrolytic capacitors only repair local minor “weaknesses” of electrolytic capacitors. For example, aluminum electrolytic capacitors use applied voltage to anode oxidize tiny defects in the anode oxide film to repair the defective parts, but this process will consume part of the electrolyte; while tantalum electrolytic capacitors and polymer electrolytic capacitors are conductive channels that make the “weak” parts Reduce or block these conductive channels. This actually reduces the effective electrode area of both capacitors. If the “weakness” is extremely small, the impact on capacitance is negligible.
There is nothing that can be done about major defects such as high leakage current and breakdown. Therefore, the self-healing characteristics of electrolytic capacitors are the same as those of metallized capacitors. It only removes the tiny “weaknesses” in the capacitor and cannot repair the breakdown capacitor.
The above is the self-healing of electrolytic capacitors – analysis of aluminum oxide film repair during the application process
2 Self-healing of electrolytic capacitors – self-healing characteristics of solid aluminum electrolytic capacitors
2.1 Solid aluminum electrolytic capacitors do not have the ability to repair the aluminum oxide film
Unlike liquid electrolytic capacitors, the failure mode of solid aluminum electrolytic capacitors is short circuit, which is unfamiliar to electronic engineers who have adapted to the open circuit failure of liquid electrolytic capacitors.
After the solid aluminum electrolytic capacitor is short-circuited, a huge current will flow, causing the capacitor to overheat, decomposing the polymer conductive polymer into non-conductive substances and opening the circuit, that is, the short circuit is followed by the open circuit. If the open-circuit process has not yet occurred, the solid aluminum electrolytic capacitor will generate high heat due to the extreme short-circuit current, the polymer will vaporize, and high pressure will be generated inside the capacitor, causing it to explode. The solid aluminum electrolytic capacitor will have no open-circuit process and corresponding phenomena.
It is undeniable that solid aluminum electrolytic capacitors cannot avoid defects in the aluminum oxide film. How to turn these defects into non-conductive properties? This is the self-healing ability of solid aluminum electrolytic capacitors.
Different from liquid aluminum electrolytic capacitors, solid aluminum electrolytic capacitors did not consider the function of repairing the aluminum oxide film in the polymer conductive polymer at the beginning of the design, or it was impossible to achieve this function at all. This makes solid aluminum electrolytic capacitors in principle It does not have the ability to repair the aluminum oxide film.
Due to the above reasons, solid aluminum electrolytic capacitors will not allow the aluminum oxide film to be damaged, or high molecular conductive polymers will not be allowed in the damaged aluminum oxide film. In actual solid aluminum electrolytic capacitors, the polymer conductive polymer is in close contact with the aluminum oxide film (including defects).
How to deal with polymer conductive polymers at defects in aluminum oxide films?
The above is the self-healing of electrolytic capacitors——Analysis on the repairability of solid aluminum electrolytic capacitors without aluminum oxide film
2.2 The necessity of aging solid aluminum electrolytic capacitors
Many product data sheets or catalogs (samples) of electrolytic capacitors always say that electrolytic capacitors have “self-healing” capabilities. So what is the “self-healing” capability of solid aluminum electrolytic capacitors?
Self-healing of electrolytic capacitors: During operation or storage of electrolytic capacitors, parts of the positive oxide film may be damaged or defective for some reason, resulting in some weaknesses that increase the leakage current of the capacitor. However, since the electrolytic capacitor uses the electrolyte as the negative electrode, under the action of an external voltage, the electrolyte solution can release oxygen and re-form the oxide film where the oxide film is damaged, which plays a self-repair role and restores the working ability of the liquid electrolytic capacitor. This kind of This phenomenon is called self-healing of electrolytic capacitors.
The self-healing principle of solid aluminum electrolytic capacitors is the exact opposite process, which requires burning and decomposing the polymer conductive polymer at the defects of the aluminum oxide film.
The self-healing principle of solid aluminum electrolytic capacitors is shown in Figure 1-1.
The simplest way to decompose polymer conductive polymers is high-temperature aging. This is the necessity of the aging process of solid aluminum electrolytic capacitors.
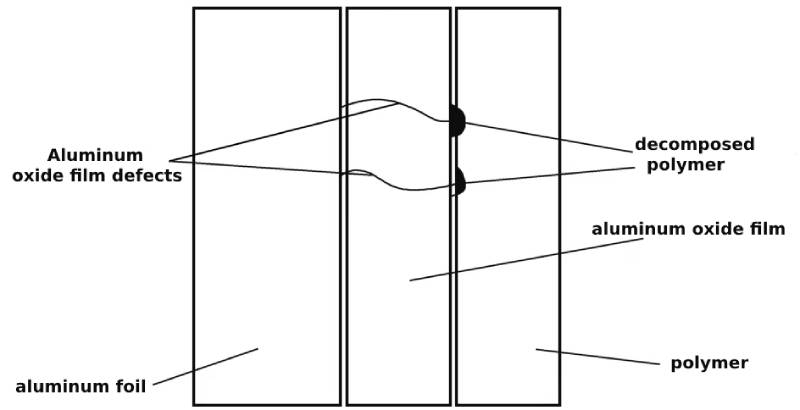
Figure 1-1 Self-healing principle of solid aluminum electrolytic capacitors
The aging process of solid aluminum electrolytic capacitors can be simply understood as: placing the solid aluminum electrolytic capacitors in the highest operating temperature environment, and applying a DC aging voltage with current limiting function to the rated voltage. Leakage current occurs at defects in the aluminum oxide film, and the temperature reaches the decomposition temperature of the polymer conductive polymer, causing the polymer conductive polymer there to no longer conduct electricity. Therefore, the aging process is a process in which the component decomposes the high molecular conductive polymer at the defects of the aluminum oxide film.
It should be noted that this aging process must be a small current and long-term process, otherwise the defective solid aluminum electrolytic capacitor will be short-circuited and explode if it is directly powered on.
The above is the self-healing of electrolytic capacitors – analysis of the necessity of aging of solid aluminum electrolytic capacitors
3 Self-healing of electrolytic capacitors – self-healing characteristics of tantalum electrolytic capacitors
Once a solid tantalum electrolytic capacitor with manganese dioxide as the negative electrode is made, defects in the oxide film cannot be repaired. In other words, defective tantalum electrolytic capacitors will be scrapped if no measures are taken.
The failure mode of a tantalum electrolytic capacitor with manganese dioxide as the negative electrode is a short circuit, rather than an open circuit like a liquid aluminum electrolytic capacitor, so you will see an explosion when the tantalum electrolytic capacitor fails.
Next, we will introduce the repair of tantalum electrolytic capacitors with manganese dioxide as the negative electrode with slight defects.
For solid electrolytes, defects (such as cracks, other metal impurities such as nickel) may occur in the tantalum pentoxide dielectric layer, which will increase conductivity or leakage current. The defects are shown in Figure 1-2, cracks and cracks in the tantalum pentoxide film. nickel.
The self-healing effect mainly involves flowing a large current through the defects of the tantalum pentoxide film to generate high heat, causing the manganese dioxide used as the negative electrode to decompose into high-resistance manganese trioxide and “block” the defects. It should be noted that the large current mentioned here is definitely not the current generated by a voltage source that directly applies the rated voltage and the current is not limited, otherwise it will cause an explosion. Self-healing should be an aging process under appropriate current value conditions. Manufacturing imperfections are eliminated through this aging process. Defects created during use can be “burned away” during use.
The self-healing effect of the tantalum polymer electrolytic capacitor is that a large current flows through the defects of the tantalum pentoxide film to generate high heat, causing the conductive polymer at the defect to evaporate. Then there is no negative electrode at the defect of the tantalum pentoxide film, thus The conductive path at the defect is cut off. Its self-healing principle is shown in Figure 1-3.
The above is the self-healing of electrolytic capacitors – analysis of the self-healing characteristics of tantalum electrolytic capacitors
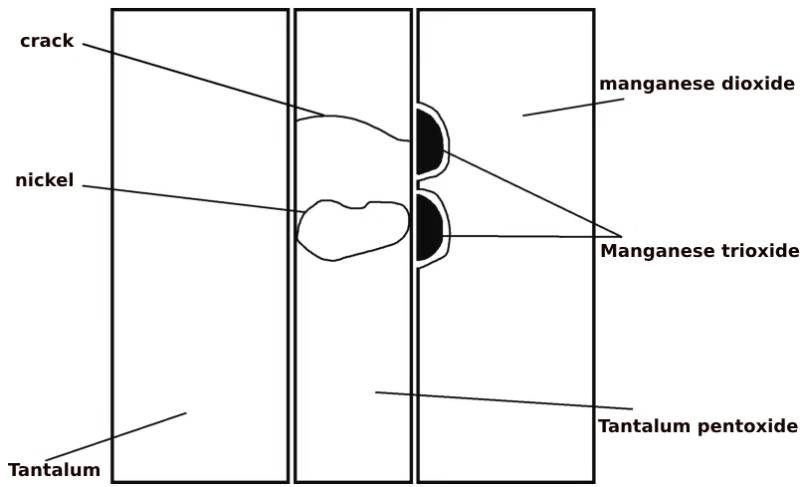
Figure 1-2 Self-healing principle of tantalum electrolytic capacitors
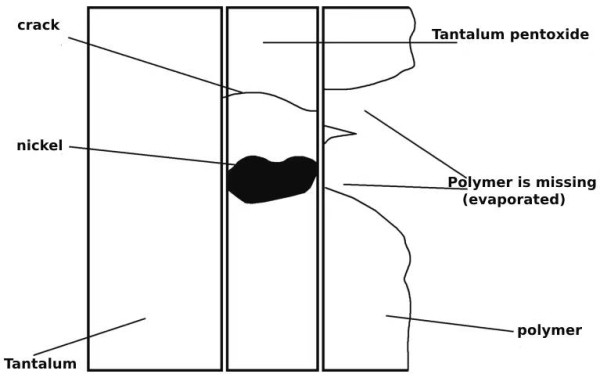
Figure 1-3 Self-healing principle of tantalum polymer electrolytic capacitor
Summarize:
The self-healing of electrolytic capacitors – mainly talks about the repair of the aluminum oxide film of liquid aluminum electrolytic capacitors, the self-healing of solid aluminum electrolytic capacitors, and the self-healing characteristics of tantalum electrolytic capacitors. If you want to know more about electrolytic capacitors, please click:https://capacitorsfilm.com